
3D Printer Stringing: 5 Giải Pháp Đơn Giản
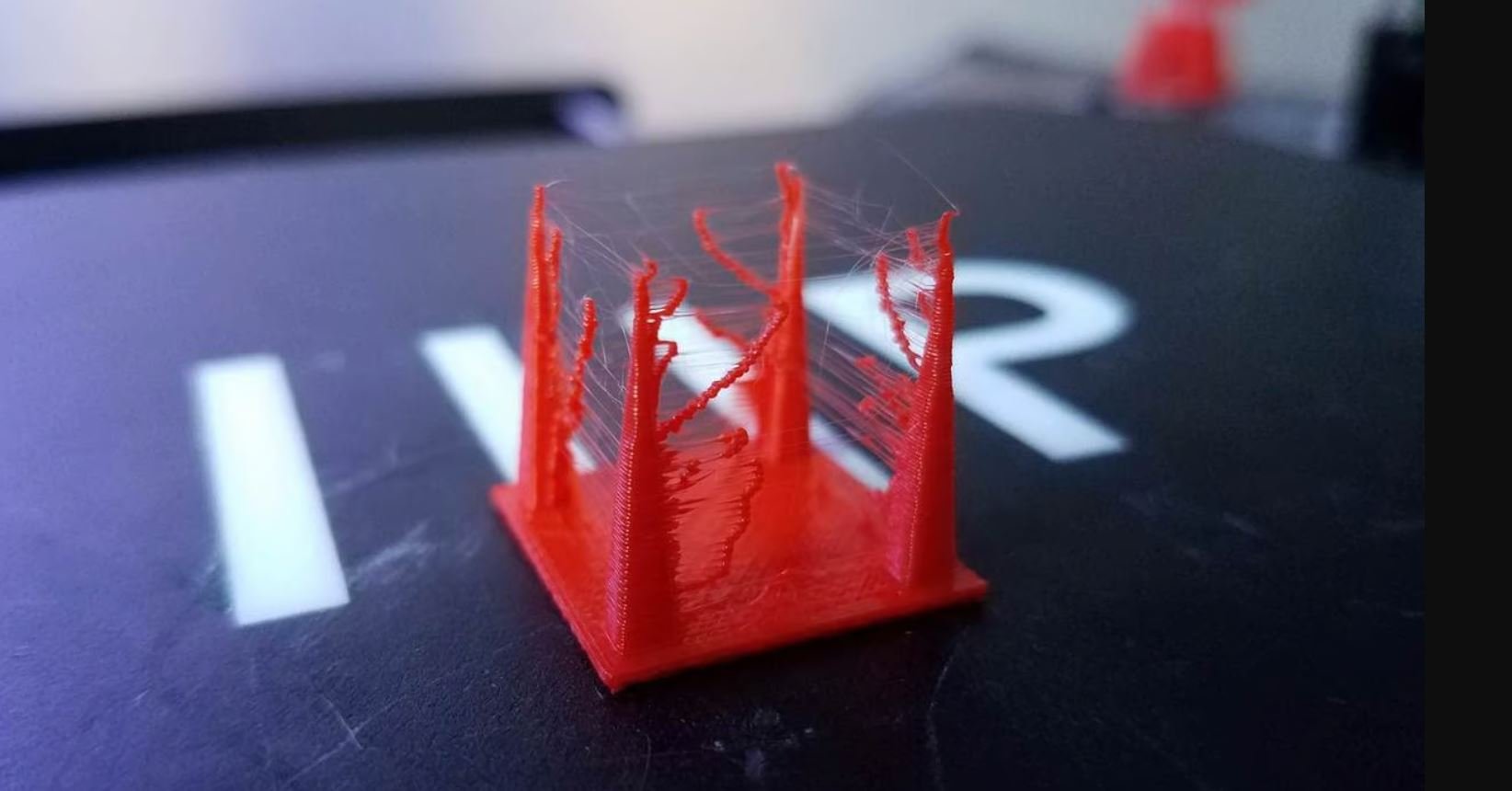
Vấn đề "stringing" trong máy in 3D FDM là khi đầu in máy in chảy nhựa nóng khi di chuyển qua không gian trống, tạo ra sợi nhựa mảnh mảnh giống mạng nhện. Nguyên nhân chủ yếu là thiết lập retract và nhiệt độ đầu in không đúng. Các loại filament như PETG, PLA, và ABS đều có thể gặp vấn đề này. Bài viết đề cập đến năm giải pháp đơn giản để ngăn chặn hiện tượng stringing trong in 3D.
Kích hoạt Chạy lại
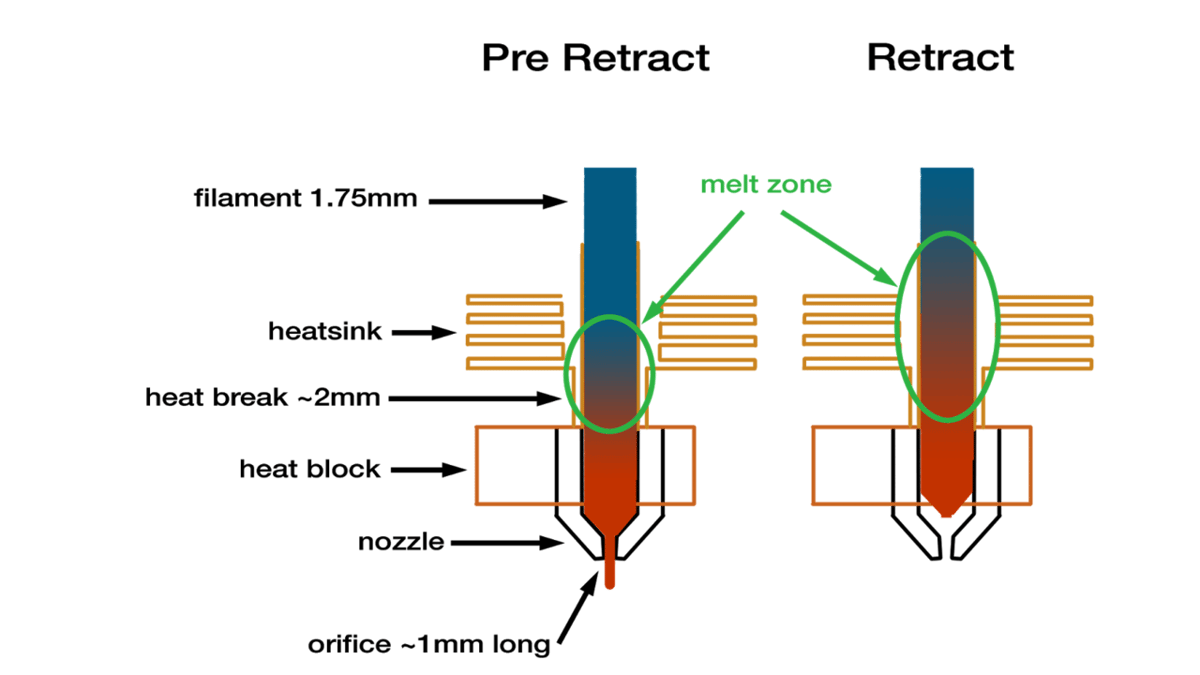
Kích hoạt Chạy lại là phương pháp phổ biến nhất được sử dụng để chống hiện tượng sợi dính trong quá trình in 3D. Khi kích hoạt Chạy lại, điều này có nghĩa là, ở những nơi mà máy ép phải vượt qua một không gian, sợi nhựa sẽ được kéo lại - chỉ một chút - bởi bộ đẩy. Điều này ngăn chặn nhựa nóng từ việc rơi ra phía sau khi đầu máy in di chuyển vì hành động "kéo lại" này hoạt động như một biện pháp phòng ngừa chống lại hiện tượng rò rỉ. Khi máy ép đến địa điểm tiếp theo, sợi nhựa sẽ được đẩy ra lại, và quá trình in tiếp tục từ đầu in.
Trong hầu hết các ứng dụng cắt lớp như Cura, việc Chạy lại thường được kích hoạt mặc định. Tuy nhiên, luôn nên kiểm tra xác nhận điều này, đặc biệt là khi bạn bắt đầu gặp phải hiện tượng sợi dính. Nếu thiết lập Chạy lại đã được bật và bạn vẫn gặp hiện tượng sợi dính, bạn có thể cần phải đi vào chi tiết của các thiết lập Chạy lại:
Khoảng cách Chạy lại
Khoảng cách Chạy lại có lẽ là một trong những thiết lập Chạy lại quan trọng nhất, vì nó quyết định khoảng cách mà sợi nhựa di chuyển. Nói chung, nếu ống phun của bạn có thể rút xa hơn, điều này có nghĩa là bạn ít có khả năng gặp phải hiện tượng sợi dính khi in 3D. Nhưng một lần nữa, nếu bạn rút quá xa, sợi nhựa có thể không khả dụng trong đầu máy nung khi bạn cần tiếp tục in.
Khoảng cách Chạy lại có thể thay đổi tùy thuộc vào loại máy ép bạn đang sử dụng. Tuy nhiên, máy ép trên thiết lập Bowden thường sẽ đòi hỏi một khoảng cách Chạy lại lớn hơn, do khoảng cách dài giữa đầu invà bánh răng đẩy.
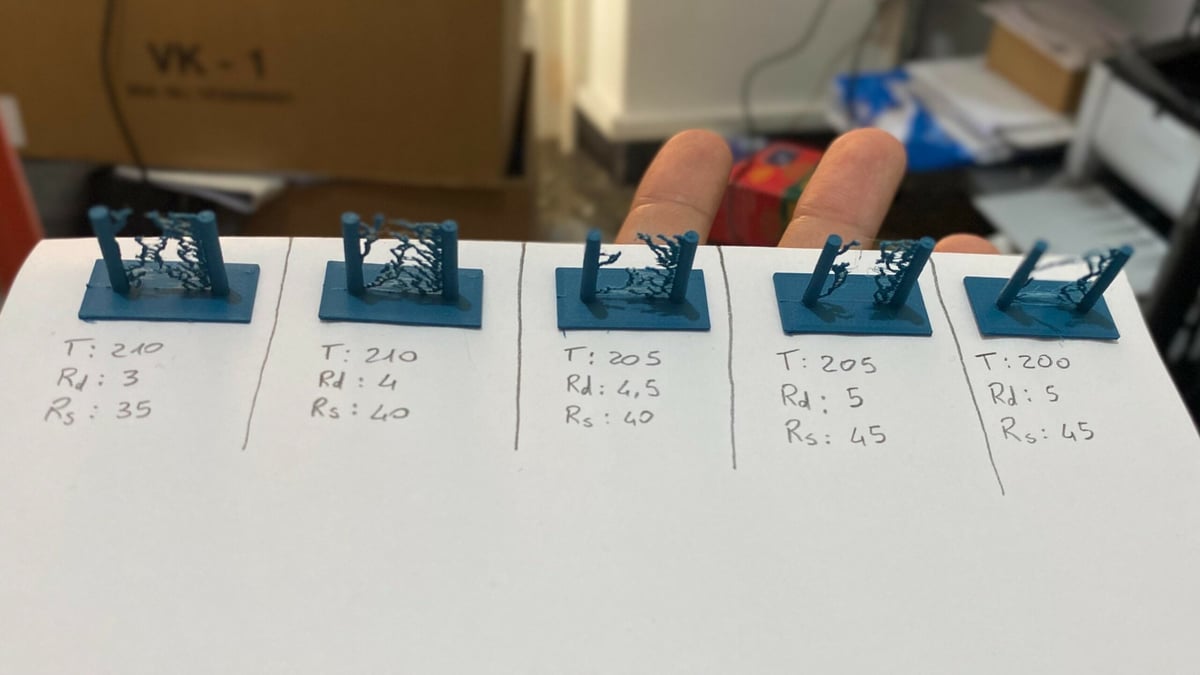
Để xác định khoảng cách Chạy lại đúng, bạn có thể cần thực hiện các bản in thử nghiệm. Hãy thử nghiệm in này với khoảng cách Chạy lại: Nó in nhanh chóng và không đòi hỏi quá nhiều sợi nhựa.
Tốc độ Chạy lại
Tốc độ Chạy lại quyết định tốc độ mà sợi nhựa được rút lại. Một tốc độ Chạy lại nhanh cho thấy khả năng ít gặp hiện tượng sợi dính hơn vì sợi nhựa được rút lại đủ nhanh trước khi bắt đầu rò rỉ. Tuy nhiên, khi tốc độ Chạy lại quá nhanh, nó có thể làm cho sợi nhựa mất kết nối từ phần còn lại bên trong đầu in. Xấu hơn, sự di chuyển nhanh của bánh răng đẩy có thể làm nát nhựa nóng và kẹt đầu in hoặc tạo ra các khu vực mà sợi nhựa không được đặt.
Do đó, bạn nên cố gắng tìm ra một điểm "lý tưởng" (giữa chậm và nhanh), nơi Chạy lại là tối ưu. Điều này có thể thay đổi tùy thuộc vào vật liệu in. Thực hiện một số bản in thử nghiệm để xác định tốc độ Chạy lại lý tưởng.
Nếu bạn vẫn không chắc chắn về cách thực hiện, hãy kiểm tra Simplify3D. Chương trình này đi kèm với các hồ sơ được cấu hình trước, là nơi tốt để bắt đầu nếu bạn đang tìm kiếm một tốc độ Chạy lại hoạt động tốt nhất.
Các Thiết Lập Nên Sử Dụng Như Thế Nào?
Các loại vật liệu như ABS và PLA thường hoạt động tốt với tốc độ từ 40 đến 60 mm/s và khoảng cách rút từ 0,5 đến 1,0 mm trên máy ép trực tiếp. Ngược lại, máy ép trên thiết lập Bowden thường sẽ yêu cầu một tốc độ từ 30 đến 50 mm/s, với khoảng cách rút xung quanh 2,0 mm. Những con số này không cố định và có thể thay đổi dựa trên nhiều biến số.
Một số chương trình cắt lớp, như Simplify3D, đi kèm với các tham số "coast" và "wipe" là các công cụ mạnh mẽ để điều chỉnh giá trị rút của bạn. Như tên gọi, chuyển động "wipe" đưa đầu in chạm vào tường ngoại để lau sạch nhựa thừa, trong khi chuyển động "coast" tắt máy ép trong vài milimét cuối cùng của dòng in để giảm áp suất và ngăn chặn các khối hoặc nốt.
Trong Cura, cài đặt "Retraction Minimum Travel" ngăn chặn rút từ việc xảy ra trừ khi đầu in đang di chuyển một khoảng cách nhất định. Điều này hoạt động như một biện pháp phòng tránh chống lại quá trình mài nhựa. Một cài đặt khác cần xem xét là "Combing Mode", điều này kiểm soát các chuyển động đi lại của máy in để tránh các rút không cần thiết. Tất cả các cài đặt rút có thể được tìm thấy trong menu "Travel" trong Cura.
Cuối cùng, khi rút được thực hiện đúng cách, nó sẽ ngăn chặn sợi dính và mang lại sự kiểm soát hơn cho quá trình in của bạn
Đặt nhiệt độ phù hợp
Khi nhiệt độ tăng lên, vật liệu in trở nên lỏng hơn và có khả năng rơi từ đầu in cao hơn, ngay cả sau khi điều chỉnh các cài đặt rút lui. Việc giảm nhiệt độ đầu in giảm khả năng này. Tuy nhiên, bạn phải cẩn thận để không đặt nhiệt độ quá thấp. Nhiệt độ rất thấp có thể ngăn chặn sợi nhựa từ việc nóng chảy và tạo ra vấn đề với quá trình ép phun.
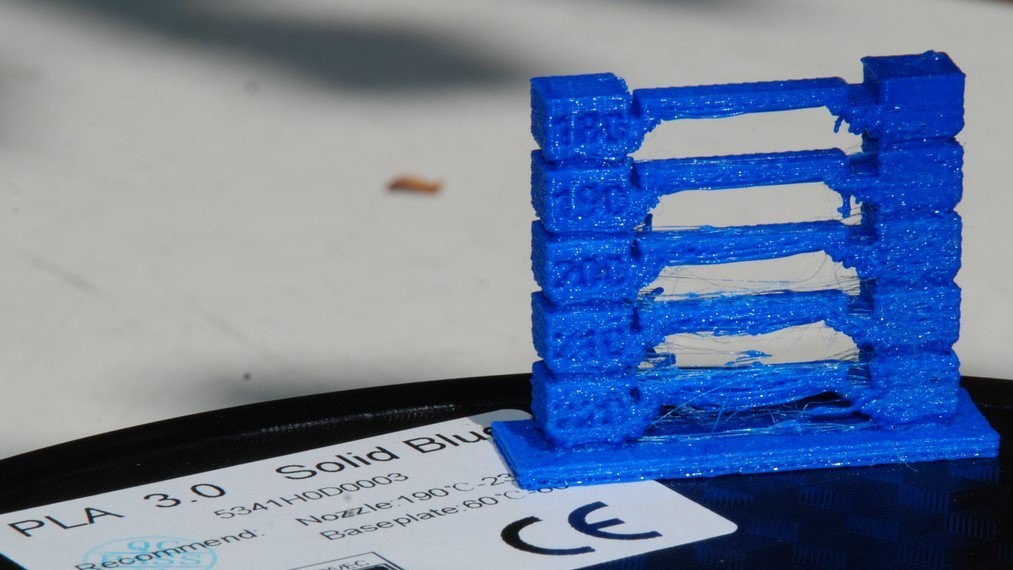
Nhiệt độ lý tưởng phụ thuộc vào vật liệu in và các cài đặt in khác. Tuy nhiên, thông thường, khi bạn nhận thấy sợi dính, nên giảm nhiệt độ đầu in . Bạn có thể thử giảm nhiệt độ đầu in từ 5 đến 10 °C mỗi lần, nhưng không bao giờ giảm nhiệt độ dưới mức tối thiểu được quy định bởi nhà sản xuất. Dưới đây là nhiệt độ đầu in được khuyến nghị thông thường cho một số loại sợi phổ biến nhất:
- PLA: 180-220 °C
- ABS: 210-250 °C (90-110 °C print bed)
- PETG: 220-250 °C
- TPE: 210-260 °C (20-110 °C print bed)
- PVA: 160-215 °C (60 °C print bed)
- TPU: 210-230 °C (30-60 °C print bed)
Điều chỉnh tốc độ in
Tốc độ in cũng có thể ảnh hưởng đến hiện tượng sợi dính của máy in 3D. Nếu, ví dụ, đầu in mất quá nhiều thời gian để di chuyển giữa hai điểm, khả năng xả ra hiện tượng sợi dính là cao vì nhựa nóng có thêm thời gian để rò rỉ ra khỏi đầu in . Nhưng nếu máy ép có thể di chuyển nhanh hơn, những bước di chuyển ngắn có thể nhanh đến mức mà sợi nhựa sẽ không có đủ thời gian để rò rỉ.
Tăng tốc độ di chuyển của đầu in khi nó không cố gắng in có thể giảm sợi dính của máy in 3D, nhưng nếu nhiệt độ thấp và tốc độ in cao quá, bạn có thể gặp phải tình trạng thiếu chất lượng vì nhựa không có đủ thời gian để rơi ra.
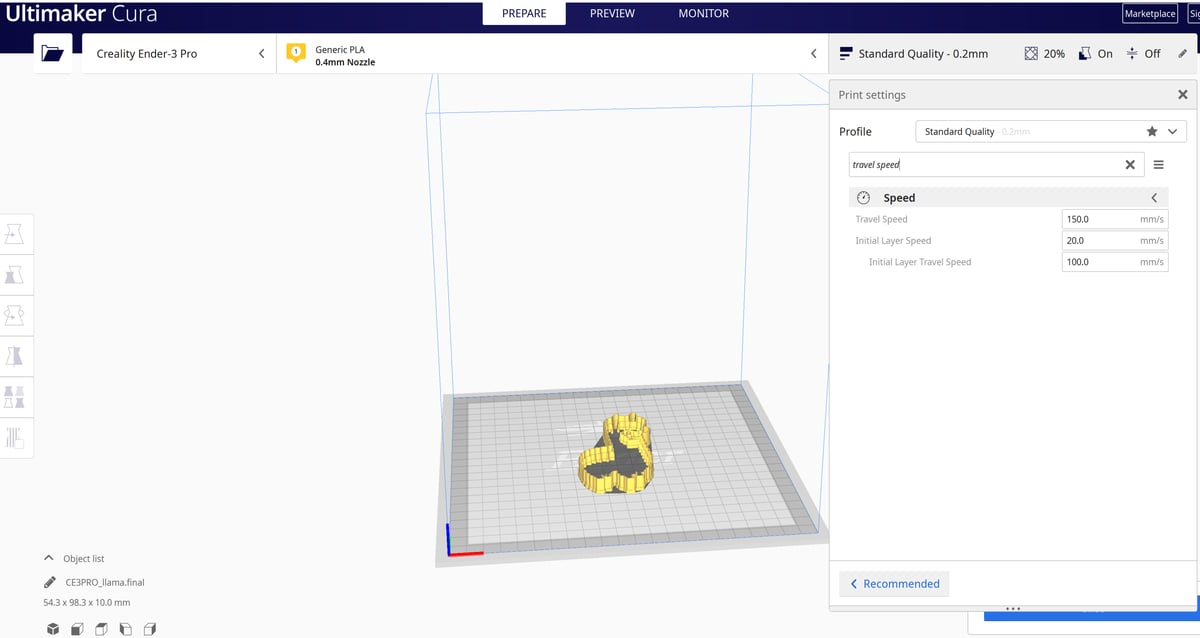
Nói chung, một tốc độ từ 190 đến 200 mm/s sẽ hoạt động tốt với hầu hết các vật liệu in, nhưng MatterHackers đã phát hiện rằng 150 mm/s là tốc độ di chuyển lý tưởng cho hầu hết các máy in.
Là một người tạo, bạn cần xác nhận tốc độ mà máy in của bạn đang sử dụng trước khi thực hiện bất kỳ điều chỉnh nào. Tốc độ di chuyển của trục X/Y, ví dụ, đại diện cho tốc độ di chuyển từ một bên sang bên còn lại, và tốc độ này liên quan trực tiếp đến thời gian mà đầu in sẽ di chuyển qua một không gian trống trải rộng.
Simplify3D có một tính năng đảm bảo rằng đường di chuyển là đủ ngắn để giảm sự rò rỉ, ngay cả khi điều này có nghĩa là tránh khỏi các không gian mở hoàn toàn. Trên thực tế, hầu hết các gói cắt lớp, bao gồm Cura, đều có cài đặt để tăng tốc độ của đầu in trong các chuyển động không in.
Làm sạch hoàn toàn đầu in trước khi in

Khi bạn sử dụng máy in trong thời gian dài, đặc biệt là với một loại vật liệu như PETG, sợi nhựa có thể để lại một lớp mảng mỏng bên trong và bên ngoài đầu in. Lớp mảng này có thể gây ra hiện tượng sợi dính của máy in 3D khi sợi nhựa cố gắng bám vào bề mặt của bộ phận in của bạn.
Để tránh vấn đề này, hãy đảm bảo rằng đầu in của bạn được làm sạch kỹ trước khi in. Bắt đầu với bề mặt ngoại của đầu in, lau sạch bằng một cái khăn ẩm trong khi nó vẫn còn nóng. Điều này nên loại bỏ mảng bẩn bên ngoài đầu in, nhưng bạn có thể cần sử dụng một lược dây hoặc một con dao nhỏ để loại bỏ vật liệu còn lại.
Tiếp theo, bạn sẽ muốn xử lý phần bên trong của đầu in và làm sạch bụi bặm tắc nghẽn lỗ đầu ra. Cách đơn giản nhất để làm điều này là chèn một cây kim hoặc mũi khoan nhỏ vào đầu in. Điều này nên phá vỡ bụi bặm và làm sạch đầu in. Tuy nhiên, nếu nó không hoạt động, bạn cũng có thể thử phương pháp cold pull để loại bỏ bụi bặm còn lại từ các sợi nhựa trước đó.
Nếu bạn vẫn gặp vấn đề sau khi làm sạch bằng các phương pháp trên, có thể bạn cần thay thế đầu in. Chỉ cần đảm bảo làm nóng đầu nóng để làm tan bất kỳ vật liệu nào bị kẹt bên trong và loại bỏ sợi nhựa đã được đưa vào máy ép. Khi tất cả vật liệu dư đã biến mất, bạn có thể tháo đầu in. Sau đó, làm sạch đầu nóng bằng một đồng hồ kim loại nhỏ trước khi gắn đầu in mới của bạn.
Giữ cho nhựa in của bạn không bị ẩm
Độ ẩm trong không khí có thể làm hỏng sợi nhựa và dẫn đến hiện tượng sợi dính. Khi độ ẩm xuất hiện, nó thường chuyển thành hơi nước khi nhựa được làm nóng. Hơi nước này có thể hỗn hợp với nhựa, tăng khả năng rò rỉ trong quá trình di chuyển không in. PLA là nguyên nhân chính ở đây vì nó có xu hướng hấp thụ nhiều độ ẩm hơn so với ABS và các vật liệu khác. Tuy nhiên, tất cả các sợi nhựa in 3D đều hút ẩm một cách nhất định.
Sợi dính nặng là dấu hiệu cho thấy bạn đang gặp vấn đề với sợi nhựa ẩm. Tin vui là bạn có thể an toàn làm khô sợi nhựa của mình và làm cho nó sẵn sàng in bằng một số phương pháp khác nhau. Phương pháp đầu tiên là mua một máy làm khô sợi nhựa. Những máy này sẽ làm nóng sợi nhựa và bay hơi nước trong một môi trường kiểm soát. Sovol SH01 và Sunlu FilaDryer S2 đều là lựa chọn tốt để làm khô sợi nhựa.
Lựa chọn khác là làm khô sợi nhựa trong lò nướng. Bạn sẽ cần kiểm tra nhiệt độ chuyển giao kính của sợi nhựa và đợi cho đến khi lò nóng lên trước khi đặt cuộn sợi bên trong. Một nguyên tắc cơ bản là để sợi nhựa trong lò trong bốn đến sáu giờ. Nếu lò của bạn không phù hợp, bạn cũng có thể sử dụng máy sấy thực phẩm để làm khô.
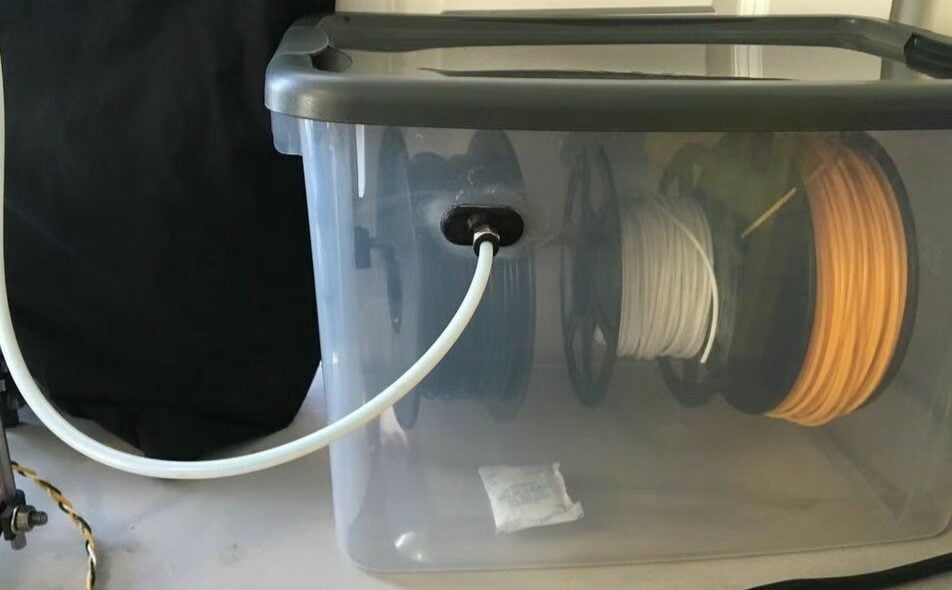
Khi bạn có sợi nhựa đã được làm khô đúng cách, bạn sẽ muốn lưu trữ nó trong một môi trường không ẩm. Một số giải pháp lưu trữ tốt để xem xét là hộp kín khít, túi chống ẩm và túi lưu trữ chân không. Bạn có thể mua một hộp chống ẩm chuyên dụng như Polymaker PolyBox hoặc chọn cách tự làm, như một hộp lưu trữ Rubbermaid.




